

VHM Zweischneider Aluminium & NE-Metalle
Spezialschliff für Aluminium verhindert Aufbauschneiden. Flacher Stirnanschliff für ebene Taschenböden.
Art.Nr.: Art.Nr.::2422 0040 0200
Schnell sein: Nur noch 7 Stück auf Lager
Verfügbarkeit für Abholungen konnte nicht geladen werden
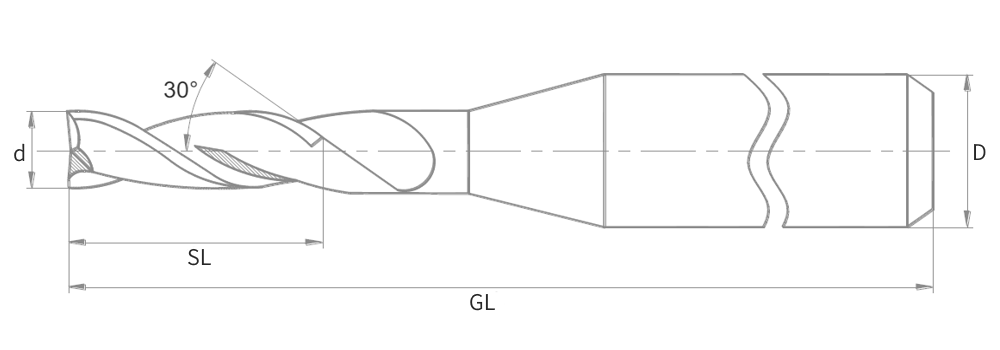
Technische Daten VHM-Zweischneider (Alu-Edition): Durchmesser (d), Schaftdurchmesser (D), Gesamtlänge (GL) und Spirallänge (SL)
| Durchmesser (d) | 0.4 mm |
| Spirallänge (SL) | 2.0 mm |
| Schaftdurchmesser (D) | 3.175 mm |
| Gesamtlänge (GL) | 38.0 mm |
| Zähnezahl | 2 |
| Anschliff | flacher Stirnanschliff |
| Schneidenanzahl | 2 |
| Schneidrichtung | rechtsschneidend |
| Drallrichtung | rechtsspiralig (Spantransport nach oben, Upcut) |
| Drallwinkel | 30 ° |
| Beschichtung | keine |
Warum Aluminium an Standardfräsern klebt
Aluminium ist weich und hat einen niedrigen Schmelzpunkt. Unter den Reibungskräften in der Schneidzone erreicht die lokale Temperatur schnell den Bereich in dem Aluminium beginnt zu erweichen. An einer für NE-Metalle nicht optimierten Schneidengeometrie haften diese erweichten Partikel an der Schneidkante. Mit jedem Umlauf lagern sich mehr Partikel ab. Die entstehende Aufbauschneide verändert die effektive Schneidgeometrie, erhöht die Schnittkräfte und verschlechtert die Oberflächenqualität. Bei einem Standardfräser ist das kein Anwenderfehler, sondern eine Frage der falschen Geometrie für dieses Material.
Spezialschliff für NE-Metalle: Aufbauschneiden von Beginn an verhindern
Der Spezialschliff dieses Zweischneiders ist auf die Eigenschaften von NE-Metallen ausgelegt. Aluminium belegt die Schneidkante nicht, weil die Schneidengeometrie das Haften verhindert. Der flache Stirnanschliff schneidet bis ins Zentrum und erzeugt ebene Taschenböden ohne Zapfen. Zwei Schneiden mit 30° Drallwinkel liefern ausreichend Spanraum für den großvolumigen Aluminiumspan. Mehr Schneiden würden diesen Spanraum verkleinern und das Zusetzen begünstigen. Die Upcut-Drallrichtung transportiert Späne aktiv nach oben aus der Schneidzone und verhindert Wärmestau bei tiefen Nuten.
VHM-Vollhartmetall widersteht dem Abrieb harter Aluminiumlegierungen dabei deutlich länger als HSS, weil VHM eine Härte von ca. 1.600 HV erreicht gegenüber 800 bis 900 HV bei HSS.
Einsatzbereiche
- Aluminium Knet- und Gusslegierungen: Spezialschliff verhindert Aufbauschneiden bei allen gängigen Aluminiumlegierungen. Besonders bei weichen Legierungen wie AlMg3 und Reinaluminium ist der Unterschied zum Standardfräser spürbar.
- Kupfer und Messing: NE-Metalle mit ähnlichem Kleberisiko. Spezialschliff verhindert Anhaften an der Schneidkante.
- Technische Kunststoffe (POM, PC, ABS, Nylon): Kunststoffe schmelzen bei Wärme. Schneller Spantransport durch Upcut-Drall hält die Schneidzone frei.
- Transparente Kunststoffe (PMMA, Plexiglas): Wärmeeintrag erzeugt sichtbare Schlieren. Zwei Schneiden mit ausreichend Spanraum halten die Temperatur in der Schneidzone niedrig.
- Dibond und Aluminium-Verbundplatten: Alu-Deckschicht und Kunststoffkern in einem Schnitt. Spezialschliff verhindert Aufbauschneiden in der Alu-Schicht.
Wer häufig senkrecht in Aluminium eintaucht und tiefes Plunging ohne Vorbohrung braucht, findet die geeignetere Geometrie bei einem VHM Zweischneider Aluminium mit Bohrspitze.
💡 Tipp vom Profi: Vorschub nicht zu niedrig wählen
Aluminium reagiert empfindlich auf zu niedrige Vorschübe. Wer zu langsam fräst, erzeugt mehr Reibungswärme als Spanbildung. Die Schneide reibt mehr als sie schneidet, die lokale Temperatur steigt und Aufbauschneiden entstehen trotz Spezialschliff. Der Vorschub muss hoch genug sein damit die Schneide echte Späne erzeugt.
Faustregel: Bei Aluminium eher am oberen Ende der empfohlenen Vorschubspanne arbeiten. Wenn Aufbauschneiden entstehen, ist die erste Maßnahme den Vorschub zu erhöhen, nicht die Drehzahl zu senken. Konkrete Ausgangswerte liefert der Schnittdaten-Rechner. Wer tief in Aluminium eintaucht, findet die geeignetere Geometrie bei einem VHM Zweischneider Aluminium mit Bohrspitze.
FAQ
FAQ
Q: Kann ich den Alu-Zweischneider auch für Stahl oder Holz nehmen?
Q: Welche Drehzahl und welchen Vorschub nehme ich für Aluminium bei Ø 2 mm?
Q: Wann nehme ich den Einschneider statt dem Zweischneider für Aluminium?
Informationen & Downloads
Informationen & Downloads
Für maximale Präzision in der Zerspanung und eine lange Standzeit Ihrer VHM-Werkzeuge ist die Wahl der richtigen Parameter entscheidend. Nutzen Sie unsere technischen Datenblätter oder ermitteln Sie die optimalen Drehzahlen und Vorschübe mit unserem Rechner.
Versandoptionen
Versandoptionen
Versand innerhalb Deutschlands:
- DHL 5.95€
- DPD 4.95€
Versand innerhalb der EU:
- UPS 15.00€
Produktsicherheit
Produktsicherheit
Herstellerinformationen:
AS-TOOLSTORE
Obere Waldstraße 15
65232 Taunusstein
DEUTSCHLAND
Telefon: +49 (0)6128-983309
Telefax: +49 (0)6128 983103
E-Mail: info@as-toolstore.de
Website: www.as-toolstore.de
Bevollmächtigter für die EU:
AS-TOOLSTORE
Obere Waldstraße 15
65232 Taunusstein
DEUTSCHLAND
Telefon: +49 (0)6128-983309
Telefax: +49 (0)6128 983103
E-Mail: info@as-toolstore.de
Website: www.as-toolstore.de


Artikel gesamt
Produktzwischensumme
-
Versandkosten & Lieferung
Wir versenden Ihre Bestellung innerhalb Deutschlands mit DHL oder DPD. Dies garantiert Ihnen eine schnelle und zuverlässige Zustellung. Ab einem Bestellwert von 100 Euro versenden wir innerhalb von Deutschland sogar versandkostenfrei.
-
Haben Sie Fragen zu unserem Produkt?
Haben Sie eine Frage zu unserem Produkt oder benötigen ein Sondermaß?
Kontaktieren Sie uns, wir helfen Ihnen gerne weiter.