
CVD Diamantverzahnt Fräser für CFK, GFK und FR4
CVD-Diamantschicht schützt die Kreuhhieb-Geometrie vor Abrasion. Messbar längere Standzeit in der Serienbearbeitung von Verbundwerkstoffen.
Art.Nr.: Art.Nr.::44 1200 0080 0500
Aktuell nachbestellt – Lieferung in ca. 5-6 Werktagen
Verfügbarkeit für Abholungen konnte nicht geladen werden
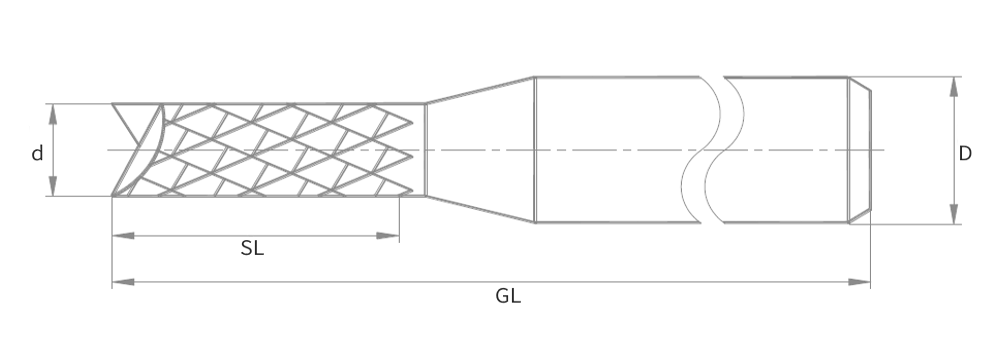
Technische Zeichnung: VHM-Fräser Diamantverzahnt mit Diamantbeschichtung - 1/8" Schaft
| Durchmesser (d) | 0.8 mm |
| Spirallänge (SL) | 5.0 mm |
| Schaftdurchmesser (D) | 3.175 mm |
| Gesamtlänge (GL) | 38.0 mm |
| Zähnezahl | diamantverzahnt |
| Anschliff | Fischschwanz Anschliff |
| Schneidrichtung | rechtsschneidend |
| Drallrichtung | rechtsspiralig (Spantransport nach oben, Upcut) |
| Beschichtung | HF-CVD Diamantbeschichtung, diamantbeschichtet für maximale Standzeit |
CVD Diamantverzahnt: Wenn Standzeit zum Kostenfaktor wird
Kohlefasern und Glasfasern sind abrasiv. An einer unbeschichteten Vollhartmetall-Schneide schleifen sie die Schneidkante ab, schneller als jedes andere gängige Bearbeitungsmaterial. VHM hält dem Angriff länger stand als HSS, aber auch VHM hat eine Grenze: Nach 20 bis 40 Laufmetern in CFK oder GFK ist der Unterschied sichtbar. Rauere Kanten, zunehmende Maßabweichungen, steigende Ausschussquote. In der Einzelteil- und Prototypenfertigung ist das tolerierbar. In der Serienfertigung ist es ein Kostenproblem.
CVD-Beschichtung: Härte als physikalische Antwort auf Abrasion
Die CVD-Diamantschicht (Chemical Vapour Deposition) wächst als kristalline Diamantstruktur direkt auf dem Hartmetall-Substrat auf. Die Härte liegt bei ca. 9.000 HV, deutlich über der Härte von Glas- oder Kohlefasern. Die Fasern schleifen nicht mehr an der Schneidkante, sie gleiten daran vorbei. Die Geometrie bleibt erhalten. Das verschiebt den Verschleißpunkt von 20 bis 40 Laufmeter auf 150 bis 300 Laufmeter, abhängig von Zustellung, Vorschub und Material.
Die Kreuzhieb-Geometrie arbeitet dabei unverändert: gegenläufige Schneidreihen heben axiale Kräfte auf, die Faser wird von beiden Seiten gleichzeitig getrennt. Delamination und Ausrisse bleiben auch nach langen Laufzeiten aus, weil die Schneidkante ihre Form behält.
Einsatzbereiche:
- CFK (Kohlefaser) Serienfertigung: Carbonfasern tragen die Schneidkante systematisch ab. Die CVD-Schicht verlängert den Wechselintervall auf ein Vielfaches. In der Serienfertigung bedeutet das weniger Stillstandzeiten und niedrigere Werkzeugkosten pro Teil.
- GFK (Glasfaser) Strukturbauteile: Glasfasern sind weniger abrasiv als Carbon, setzen aber unbeschichteten Werkzeugen ebenfalls zu. Die CVD-Beschichtung sichert gleichmäßige Oberflächengüte über lange Chargen.
- FR4 und Leiterplatten-Serienfertigung: In der Leiterplatten-Produktion laufen Werkzeuge in hoher Stückzahl. Der Fischschwanz-Anschliff erlaubt direktes Eintauchen. Die CVD-Schicht hält die Schneidkante scharf, auch nach hunderten von Fräsvorgängen.
- HPL und Trespa im Serienbetrieb: Harte Schichtstoffe reagieren auf stumpfe Werkzeuge mit Kantenausbrüchen. Konstante Kantenschärfe durch CVD-Beschichtung sichert gleichbleibende Sichtkantenqualität über die gesamte Charge.
-
Graphit und Keramik-Grünlinge: Extrem abrasive Materialien, die unbeschichtete Werkzeuge innerhalb weniger Laufmeter stumpf schleifen. Die CVD-Härte widersteht dem Abrieb länger als jede andere gängige Beschichtung.
In der Serienbearbeitung von CFK oder GFK liegt der Break-even zwischen unbeschichtetem VHM und CVD-beschichtetem Werkzeug erfahrungsgemäß bei 50 bis 80 Laufmetern pro Woche. Darunter ist die kürzere Standzeit der unbeschichteten VHM-Diamantverzahnten Variante wirtschaftlich vertretbar. Darüber amortisiert die CVD-Beschichtung den Aufpreis über die eingesparten Werkzeugwechsel.
?? Tipp vom Profi: Tiefe Nuten und Wärmemanagement
Der diamantverzahnte Fräser erzeugt Feinstaub statt Späne. In flachen Zustellungen und bei dünnen Platten ist das ein Vorteil. Bei tiefen Nuten ab 5 mm Tiefe oder bei harzreichen GFK-Laminaten sammelt sich der Staub im Nutgenrund. Das isoliert die Schneidzone thermisch und erhöht die Werkzeugtemperatur, auch bei CVD-Beschichtung. Für tiefe Konturen und Nuten ab 5 mm empfehlen wir Spiralverzahnte VHM-Fräser mit CVD Beschichtung. Die Spiralnut transportiert den Frässtaub aktiv nach oben und hält die Schneidzone kühl. Beides zusammen deckt das vollständige Spektrum der Verbundwerkstoff-Bearbeitung ab.
FAQ
FAQ
Q: Funktioniert der CVD Diamantverzahnte auch für Aramid (Kevlar)?
Q: Welche Schnittparameter empfehlt ihr für CFK in der Serienfertigung?
Q: Ab wann lohnt der CVD-beschichtete gegenüber dem günstigeren Diamantverzahnten ohne Beschichtung?
Informationen & Downloads
Informationen & Downloads
Für maximale Präzision in der Zerspanung und eine lange Standzeit Ihrer VHM-Werkzeuge ist die Wahl der richtigen Parameter entscheidend. Nutzen Sie unsere technischen Datenblätter oder ermitteln Sie die optimalen Drehzahlen und Vorschübe mit unserem Rechner.
Versandoptionen
Versandoptionen
Versand innerhalb Deutschlands:
- DHL 5.95€
- DPD 4.95€
Versand innerhalb der EU:
- UPS 15.00€
Produktsicherheit
Produktsicherheit
Herstellerinformationen:
AS-TOOLSTORE
Obere Waldstraße 15
65232 Taunusstein
DEUTSCHLAND
Telefon: +49 (0)6128-983309
Telefax: +49 (0)6128 983103
E-Mail: info@as-toolstore.de
Website: www.as-toolstore.de
Bevollmächtigter für die EU:
AS-TOOLSTORE
Obere Waldstraße 15
65232 Taunusstein
DEUTSCHLAND
Telefon: +49 (0)6128-983309
Telefax: +49 (0)6128 983103
E-Mail: info@as-toolstore.de
Website: www.as-toolstore.de

Artikel gesamt
Produktzwischensumme
-
Versandkosten & Lieferung
Wir versenden Ihre Bestellung innerhalb Deutschlands mit DHL oder DPD. Dies garantiert Ihnen eine schnelle und zuverlässige Zustellung. Ab einem Bestellwert von 100 Euro versenden wir innerhalb von Deutschland sogar versandkostenfrei.
-
Haben Sie Fragen zu unserem Produkt?
Haben Sie eine Frage zu unserem Produkt oder benötigen ein Sondermaß?
Kontaktieren Sie uns, wir helfen Ihnen gerne weiter.