


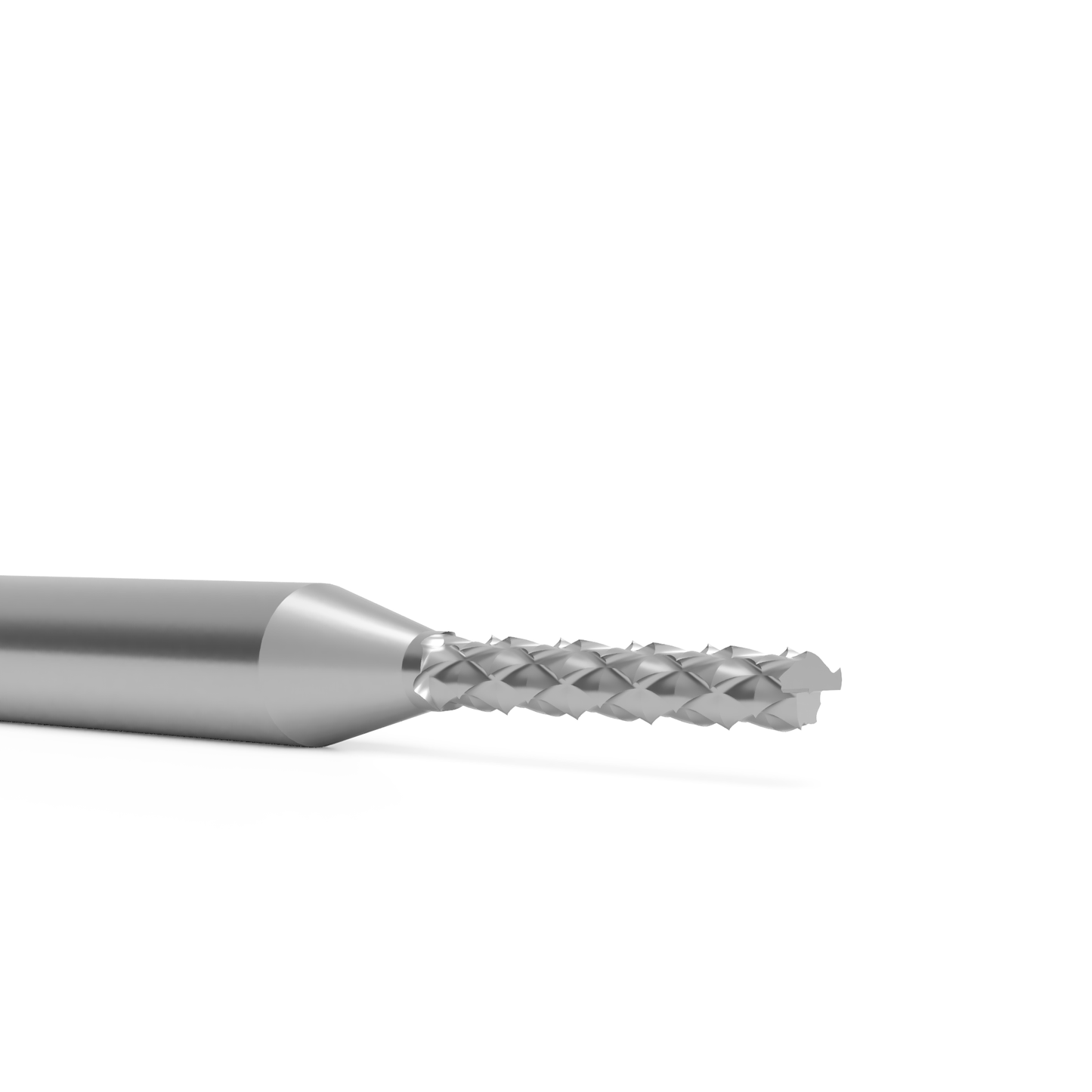
Diamantverzahnt Fräser für CFK, GFK & FR4
VHM-Vollhartmetall mit Kreuzhieb-Geometrie. Axiale Schnittkräfte heben sich auf, Deckschichten bleiben am Kern.
Art.Nr.: Art.Nr.::2200 0040 0200
Aktuell nachbestellt – Lieferung in ca. 5-6 Werktagen
Verfügbarkeit für Abholungen konnte nicht geladen werden
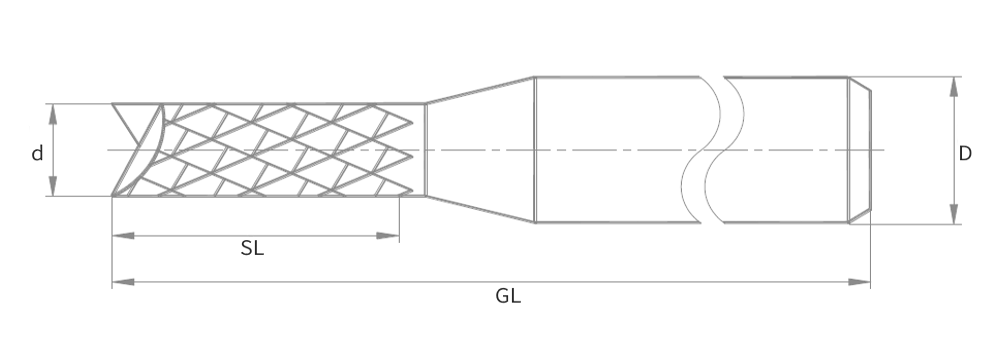
Technische Details: Geometrie mit Diamantverzahnung (Kreuzhieb) | d = Schneidendurchmesser | SL = Spirallänge | D = Schaftdurchmesser (3,175 mm / 1/8")
| Durchmesser (d) | 0.4 mm |
| Spirallänge (SL) | 2.0 mm |
| Schaftdurchmesser (D) | 3.175 mm |
| Gesamtlänge (GL) | 38.0 mm |
| Zähnezahl | diamantverzahnt |
| Anschliff | Fischschwanz Stirnanschliff |
| Schneidrichtung | rechtsschneidend |
| Drallrichtung | rechtsspiralig (Spantransport nach oben, Upcut) |
| Beschichtung | keine |
Diamantverzahnte Fräser, warum die Geometrie bei Verbundwerkstoffen zählt
Wer CFK, GFK oder FR4 mit einem HSS-Werkzeug bearbeitet, sieht das Ergebnis nach wenigen Minuten: Die Schneidkante ist stumpf, die Kanten ausgerissen. Vollhartmetall widersteht dem abrasiven Angriff der Fasern länger, weil VHM eine Härte von ca. 1.600 HV erreicht gegenüber 800 bis 900 HV bei HSS. Trotzdem greift die Geometrie entscheidend: Auch eine VHM-Schneide reißt Fasern aus der Matrix, wenn der Schnittwinkel falsch ist.
Das Kreuzhieb-Prinzip: Axiale Kräfte gegeneinander
Die Diamantverzahnung, technisch ein Kreuzhieb, besteht aus gegenläufig angeordneten Schneidreihen. Links- und rechtsschneidende Kanten greifen das Material abwechselnd an. Die resultierenden axialen Kräfte wirken in entgegengesetzte Richtungen und heben sich nahezu auf. Die Faser wird von beiden Seiten gleichzeitig getrennt statt von einer Seite herausgehebelt. Das Ergebnis: keine Schichtabhebung, keine Ausfransen, kein Nacharbeiten an der Kante.
Weil die Verzahnung das Material in sehr kleine Partikel zerspant statt in lange Späne, setzt sich die Nut auch bei trockenem Fräsen ohne Kühlung nicht zu. Das ist bei FR4 und HPL relevant, wo Kühlmittel das Basismaterial angreifen kann.
Bearbeitbare Materialien:
-
CFK (Kohlefaser): Die abrasiven Carbonfasern schleifen unbeschichtete Schneidkanten schnell stumpf. Die Kreuhhieb-Geometrie verteilt den Abrieb auf viele kleine Schneiden statt auf wenige große. das streckt die Standzeit messbar.
-
GFK (Glasfaser): Glasfasern brechen beim falschen Schnittwinkel aus der Matrix heraus. Die gegenläufigen Schneidreihen klemmen die Faser vor dem Trennen ein und verhindern den Ausbruch.
-
FR4 & Leiterplatten: Der Fischschwanz-Anschliff erlaubt direktes Eintauchen ohne Vorbohrung. Feinstaubzerspanung hält die Nut frei, auch bei engen Leiterbahnen und dünnen Kupferlagen.
-
HPL & Trespa: Harte Schichtstoffe reagieren auf Spiralwerkzeuge mit Kantenausbrüchen an der Deckschicht. Die neutrale Kraftverteilung der Kreuhhieb-Geometrie hält die Oberfläche geschlossen.
- Graphit: Sprödes Material das bei falscher Geometrie bricht statt zerspant wird. Die vielen kleinen Einzelschneiden tragen kontrolliert ab ohne das Gefüge aufzureißen.
In GFK und CFK verliert eine unbeschichtete VHM-Schneide nach 20 bis 40 Laufmetern messbar an Schärfe, abhängig von Zustellung und Vorschub. HSS wäre an derselben Stelle bereits nach 5 bis 10 Metern unbrauchbar. Für Prototypen, gelegentliche Bearbeitung und Leiterplatten-Fräsen ist das ausreichend. Ab einer Fertigungsfrequenz von 50 bis 80 Laufmetern pro Woche verschiebt sich die Wirtschaftlichkeit: Eine CVD-Beschichtung auf dem Diamantverzahnt Fräser verlängert den Verschleißpunkt auf 150 bis 300 Laufmeter und reduziert die Werkzeugwechselfrequenz messbar. .
?? Tipp vom Profi: Tiefe Nuten und Wärmeentwicklung
Bei der Der Diamantverzahnte Fräser erzeugt Staub statt Späne. das ist sein Vorteil bei flachen Zustellungen und dünnen Platten. Bei tiefen Nuten ab ca. 5 mm Tiefe oder bei Materialien die zur Wärmeentwicklung neigen (harzhaltiges GFK, dicke CFK-Laminate), sammelt sich der Staub im Nutengrund und isoliert die Schneidzone thermisch.
Für tiefe Konturen und Nuten ab 5 mm empfehlen wir Spiralverzahnte VHM-Fräser. Die Spiralnut transportiert den Frässtaub aktiv nach oben und hält die Schneidzone kühler.
FAQ
FAQ
Q: Kann ich diesen Fräser auch für Holz oder Aluminium verwenden?
Q: Wann lohnt sich der CVD-beschichtete Diamantverzahnte gegenüber einem unbeschichtetem Fräser?
Q: Welche Drehzahl und welchen Vorschub empfehlt ihr für FR4-Leiterplatten?
Informationen & Downloads
Informationen & Downloads
Für maximale Präzision in der Zerspanung und eine lange Standzeit Ihrer VHM-Werkzeuge ist die Wahl der richtigen Parameter entscheidend. Nutzen Sie unsere technischen Datenblätter oder ermitteln Sie die optimalen Drehzahlen und Vorschübe mit unserem Rechner.
Versandoptionen
Versandoptionen
Versand innerhalb Deutschlands:
- DHL 5.95€
- DPD 4.95€
Versand innerhalb der EU:
- UPS 15.00€
Produktsicherheit
Produktsicherheit
Herstellerinformationen:
AS-TOOLSTORE
Obere Waldstraße 15
65232 Taunusstein
DEUTSCHLAND
Telefon: +49 (0)6128-983309
Telefax: +49 (0)6128 983103
E-Mail: info@as-toolstore.de
Website: www.as-toolstore.de
Bevollmächtigter für die EU:
AS-TOOLSTORE
Obere Waldstraße 15
65232 Taunusstein
DEUTSCHLAND
Telefon: +49 (0)6128-983309
Telefax: +49 (0)6128 983103
E-Mail: info@as-toolstore.de
Website: www.as-toolstore.de


Artikel gesamt
Produktzwischensumme
-
Versandkosten & Lieferung
Wir versenden Ihre Bestellung innerhalb Deutschlands mit DHL oder DPD. Dies garantiert Ihnen eine schnelle und zuverlässige Zustellung. Ab einem Bestellwert von 100 Euro versenden wir innerhalb von Deutschland sogar versandkostenfrei.
-
Haben Sie Fragen zu unserem Produkt?
Haben Sie eine Frage zu unserem Produkt oder benötigen ein Sondermaß?
Kontaktieren Sie uns, wir helfen Ihnen gerne weiter.